
Relapping tools
The purpose of a relap is to enable the tool to be used as new again, by creating a
new sharp cutting edge. Other
definitions found for the term relapping are such as re-sharpen, re-grind, repair,
re-polish, re-cut...
While a tool is used the cutting edge will wear due to several dynamics. At a
certain point, the cutting edge is
becoming too blunt or worn out for doing its cutting job. This is when you decide to
take out the diamond and sent it
for relap.
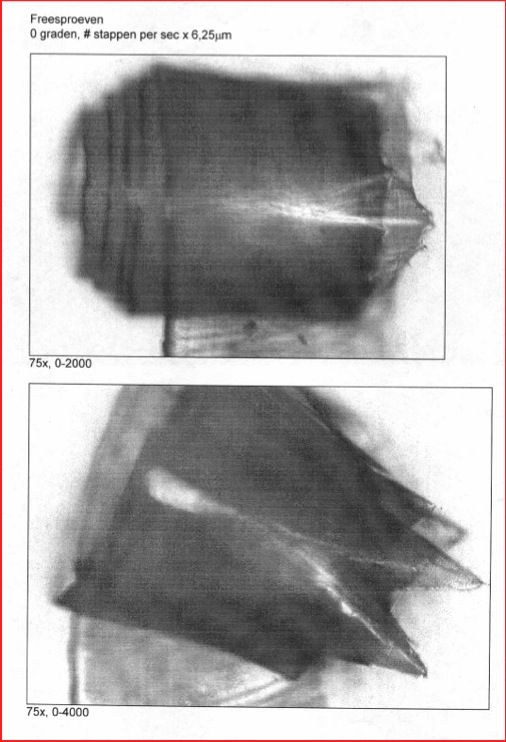
Example of a relap
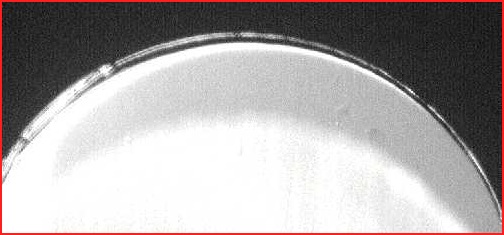
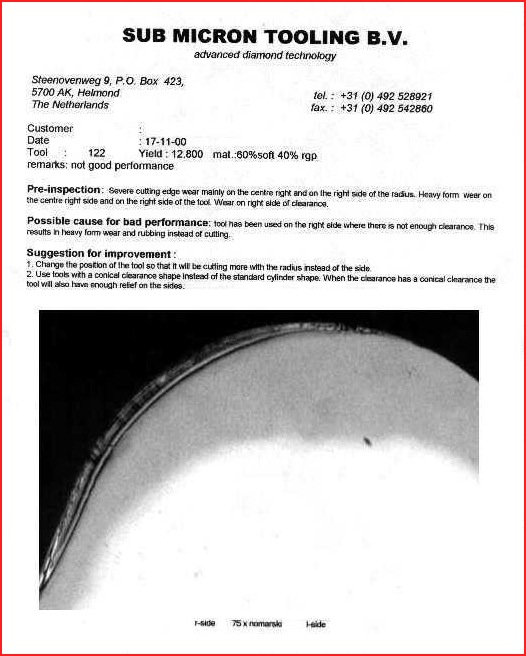
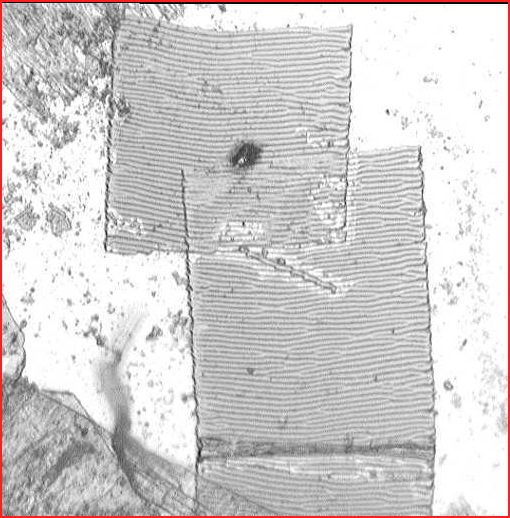
Shown is a synthetic radius diamond, used on a 2-axis cutting lathe. It has cut approx. 16,000 RGP lenses. Visible is a severe cutting edge and form wear nicely spread over the entire radius, which is mostly typical 2-axis use.
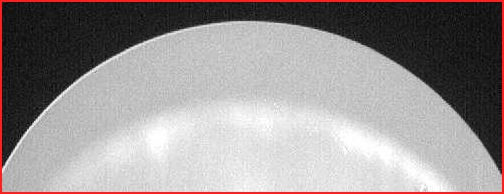
By grinding off diamond material from the table side, the wear will be disappeared on both table and clearance once enough is taken off. This means that a clean table and clearance shape have become the cutting edge. The wear-gallery is giving examples of wear on the clearance.
As a new cutting edge is formed, some tool parameters might have changed. For those
applications where the exact
properties need to be known, the radius size and the waviness will be measured. This
new data, including the amount of
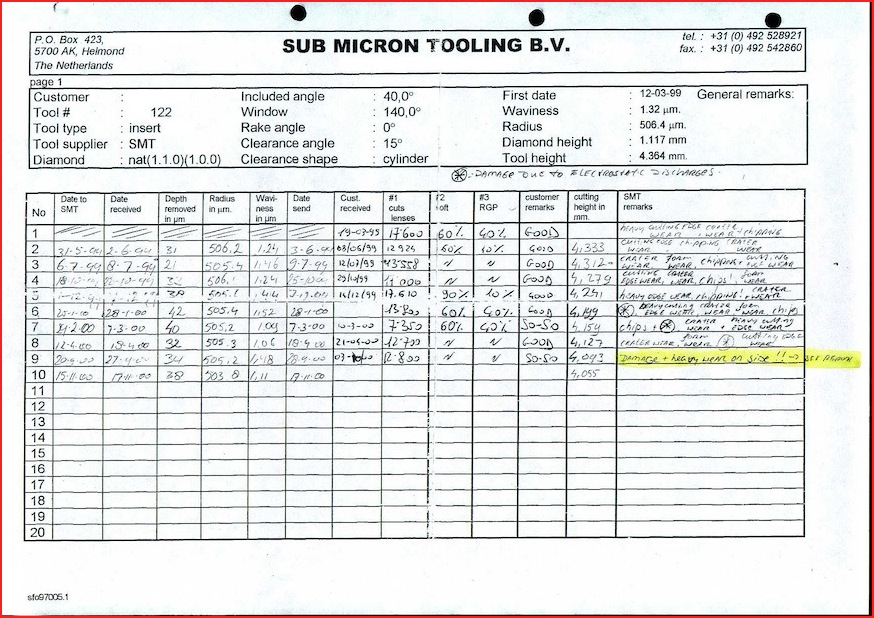
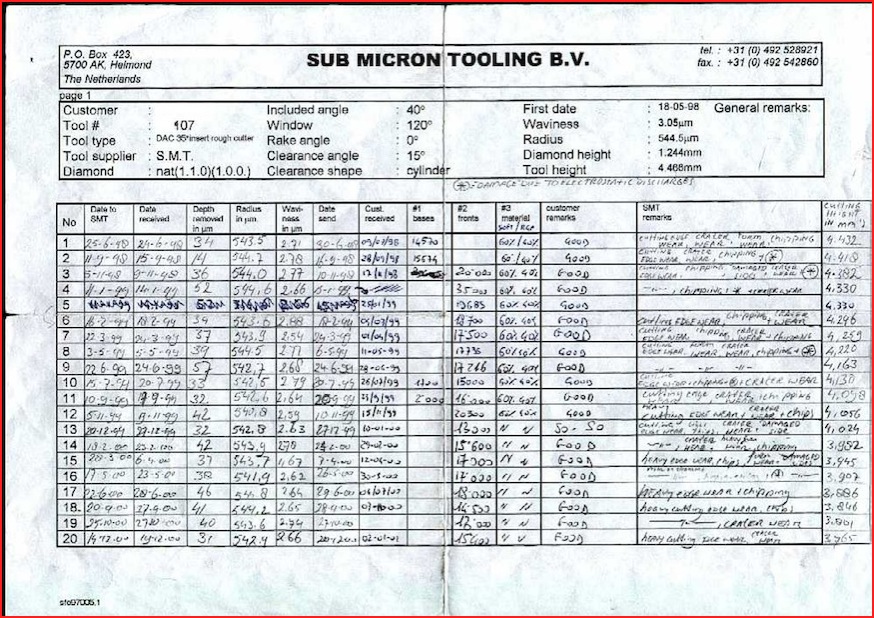
diamond taken off and the wear detected, will be noted on the Tool Record. Also,
just like with new tools, a current
Measurement Certificate can be made of the relapped tool, displaying the waviness
characteristics more in detail.
When the tool is properly used, a relap can be done several times using the same
tool. The amount of relaps per tool
depends however on the application, the machine used, the material cut, the cutting
strategy, the environmental
conditions, the geometry of the tool, and even sometimes the operator involved.
On average, a tool used for roughing purposes can be relapped 20-50 times. A tool
used for finishing purposes can be
relapped 30-80 times. In combination with our Tool Management system, the usage can
be extended up to over 100 times.
Tool Management
Sub Micron Tooling is specialised in diamond tooling and the repair (relap) of
diamond tools. Due to the importance a
tool can have, as being part of a production process, the performance of the tool
can have great impact on the success
of the user. Hence, any optimalisation of a tool is recommendable and close relation
is needed with the user. Sub Micron
Tooling is a world-wide operating company based in the south of the Netherlands.
Yet, a good communication with the user
of a tool is needed in order to continue evaluating the performance of a tool and to
continue striving to optimise the
processes the tool is used for. For this, we developed "Tool Management®" in 1996, a
service that has some great
advantages over any conventional service.
To name some interesting benefits of Tool Management
Fast relax service
On a standard basis, tools will be relapped and shipped back within 48 hrs after receipt. This means that you will have fewer tools in circulation, thus less investments involved.
Consistent quality
All tools are inspected and measured before and after repair to guarantee that tools will work. All the important tool information such as radius size, waviness, wear patterns, cutting height, etc. will be updated after each relap and corresponded to you.
Longer tool life
Because we realise more relaps per tool, you will have to buy fewer new tools. All our new tools are designed for maximum diamond life.
Building up knowledge
As we analyse and inspect each tool on its wear, causes may be found and therewith
learning know-how. This will be
reported to you for each tool.
After the aforementioned benefits and promises, we would like to explain how we keep
them. Therefore we add in more
detail what "Tool Management" is about.
"Tool Management makes it possible to optimise the use of diamond tools".
By using diamond tools, wear and damage will develop. This wear and damage is related
to a great variety of factors,
such as the tool geometry, the lathe being used, the material cut, the product being
made, the cutting parameters
(speed, feed), the operator, environmental conditions, etc. etc. So, by looking at
the wear and damage we are able to
obtain information about the cutting processes at the customer and their quality
needs. By obtaining this information we
are gaining knowledge about the customer, from which the customer benefits. On base
of our knowledge on diamond tools in
general, applications, lathes, cutting strategies, customer related knowledge and
the quality needs of the individual
customers we can give advise, come up with solutions and improve processes.
The above approach, together with a fast relap service, maximum diamond life, tool
trace ability, state of the art
technology and very competing prices will give you, our customer, the possibility to
optimise the use of your diamond
tools.
In short, the steps are as follows:
- Customer ships tool(s) to SMT by post or forwarding agent.
- Tools are being received by SMT and generally inspected. The customer receives a confirmation that tools are received, an expected delivery time and estimated price.
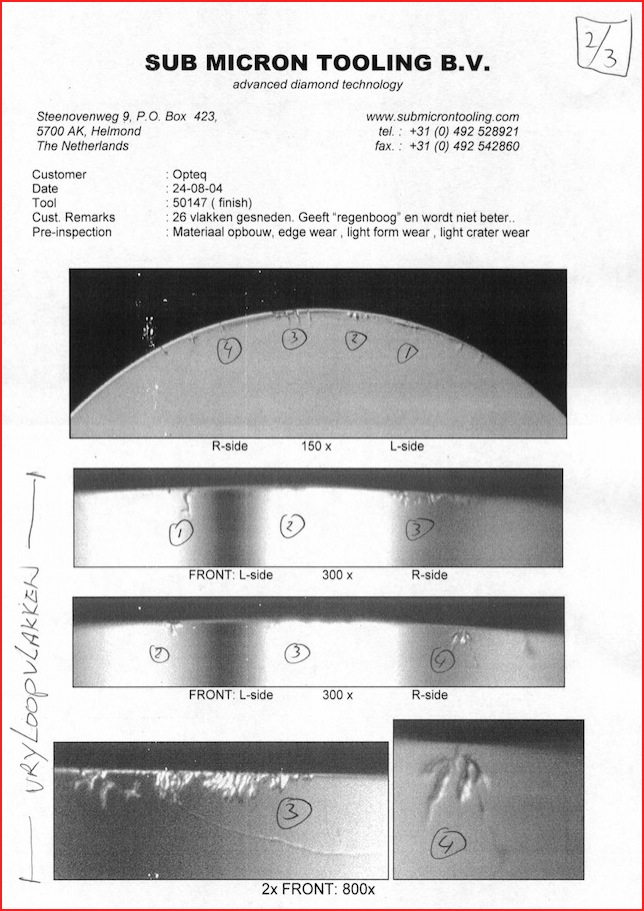
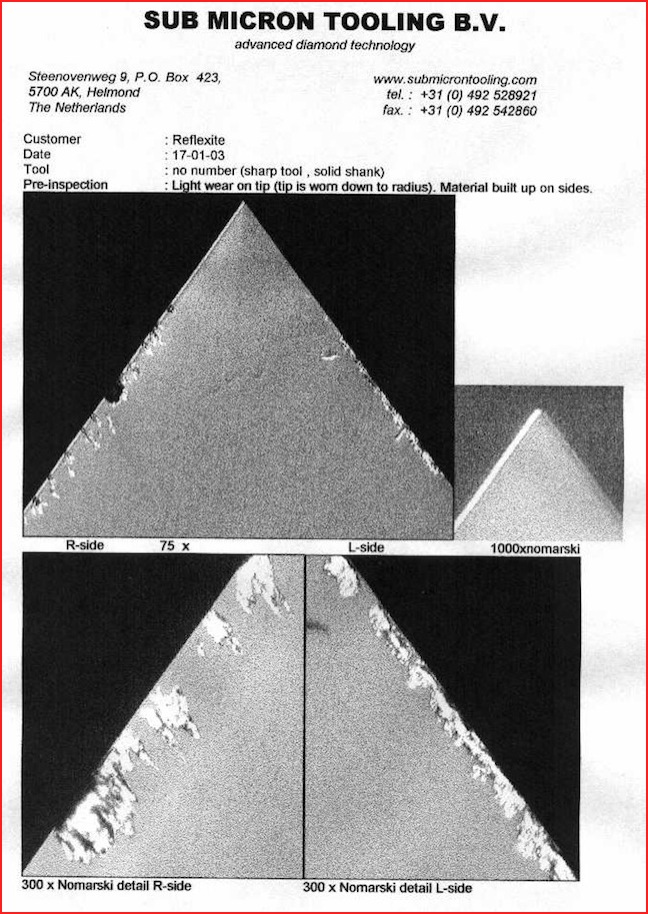
- Tools are individually inspected and the wear analysed. For each tool, a tool record is being made, and if possible and needed a pre-inspection report is being made. The waviness of the radius is being measured before the relap, as this may be an indication of the wear and the cutting process it is used for.
- On base of the pre-inspection and measurement, we decide how the tool will be relapped in order to take off a minimum of diamond height, obtain a maximum tool life and remove all wear and damage.
- The tool is relapped on specially designed relapping machines, which prevents stress in the diamond and lapping lines.
- After relap the tool is inspected and measured to make sure all wear and damage is removed.
- Radius-size and waviness of the tool are measured. This information is put on the tool record, including other useful information such as depth removed, cutting height, etc.
- Customer receives a confirmation that the order is ready for shipment.
- The tools, together with the tool records and inspection reports, are being returned to the customer.
Examples of used tool records
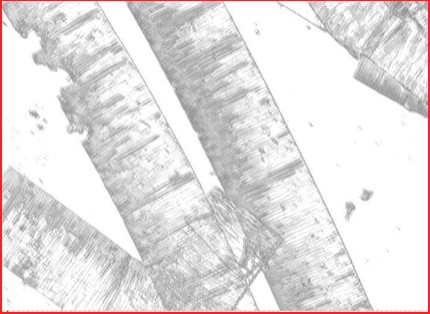
Swarf
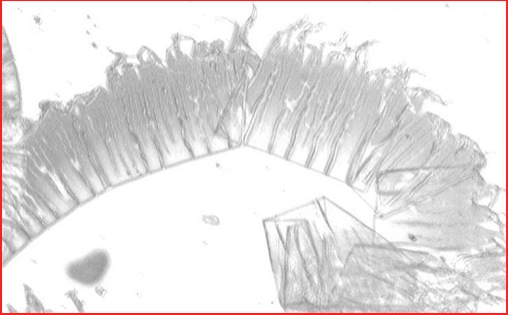
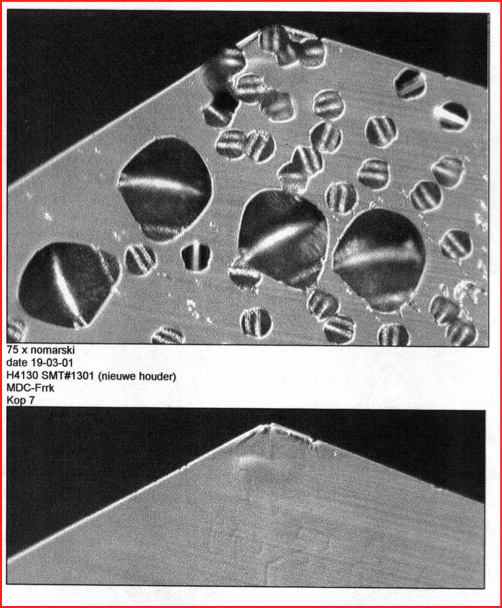
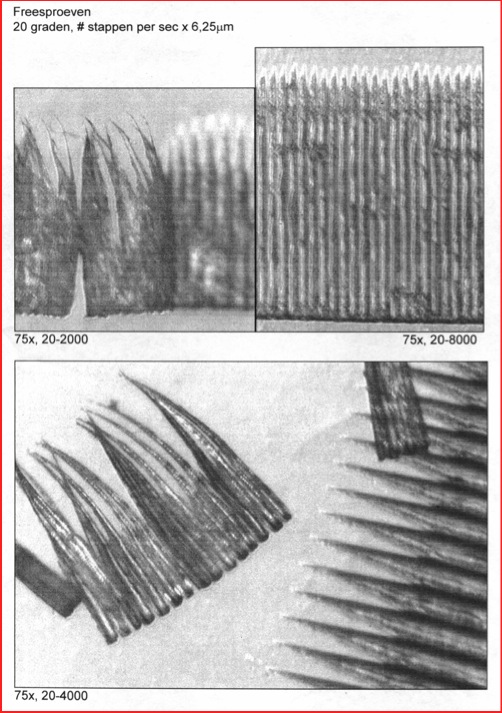
Studying the wear patterns on the tool and/or the swarfs (chips) contributes to the analysis of the tool performance. This is important of the further optimalization.
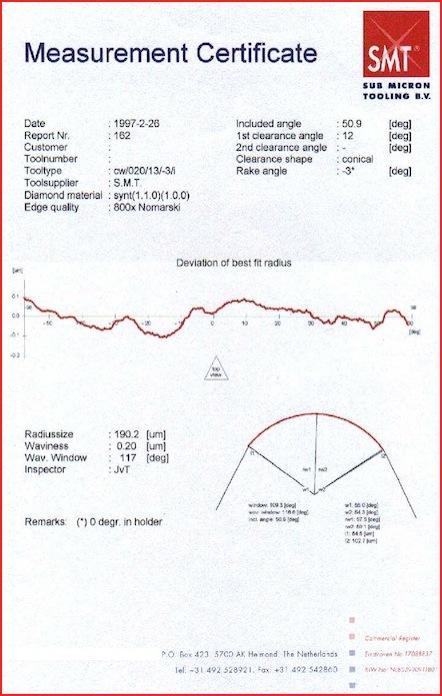
What is a certificate?
A certificate is a graphical display of the cutting edge. By an optical measurement, it is giving the radius size and the related form accuracy, including related angles.
Why a certificate?
Supplied with new tools, the measurement indicates that the required specifications
and tolerances are according to the
customer demands.
For relaps, the measurement is used as an instrument to analyse wear and form wear
of the used cutting edge (before the
relap is actually made).
See more at our Tool Management program.
Relapping tools
The purpose of a relap is to enable the tool to be used as new again, by
creating a
new sharp cutting edge. Other
definitions found for the term relapping are such as re-sharpen, re-grind,
repair,
re-polish, re-cut...
While a tool is used the cutting edge will wear due to several dynamics. At a
certain point, the cutting edge is
becoming too blunt or worn out for doing its cutting job. This is when you
decide to
take out the diamond and sent it
for relap.
Example of a relap
Shown is a synthetic radius diamond, used on a 2-axis cutting lathe. It has cut approx. 16,000 RGP lenses. Visible is a severe cutting edge and form wear nicely spread over the entire radius, which is mostly typical 2-axis use.
By grinding off diamond material from the table side, the wear will be disappeared on both table and clearance once enough is taken off. This means that a clean table and clearance shape have become the cutting edge. The wear-gallery is giving examples of wear on the clearance.
As a new cutting edge is formed, some tool parameters might have changed. For
those
applications where the exact
properties need to be known, the radius size and the waviness will be measured.
This
new data, including the amount of
diamond taken off and the wear detected, will be noted on the Tool Record. Also,
just like with new tools, a current
Measurement Certificate can be made of the relapped tool, displaying the
waviness
characteristics more in detail.
When the tool is properly used, a relap can be done several times using the same
tool. The amount of relaps per tool
depends however on the application, the machine used, the material cut, the
cutting
strategy, the environmental
conditions, the geometry of the tool, and even sometimes the operator involved.
On average, a tool used for roughing purposes can be relapped 20-50 times. A
tool
used for finishing purposes can be
relapped 30-80 times. In combination with our Tool Management system, the usage
can
be extended up to over 100 times.
Tool Management
Sub Micron Tooling is specialised in diamond tooling and the repair (relap) of
diamond tools. Due to the importance a
tool can have, as being part of a production process, the performance of the
tool
can have great impact on the success
of the user. Hence, any optimalisation of a tool is recommendable and close
relation
is needed with the user. Sub Micron
Tooling is a world-wide operating company based in the south of the Netherlands.
Yet, a good communication with the user
of a tool is needed in order to continue evaluating the performance of a tool
and to
continue striving to optimise the
processes the tool is used for. For this, we developed "Tool Management®" in
1996, a
service that has some great
advantages over any conventional service.
To name some interesting benefits of Tool Management
Fast relax service
On a standard basis, tools will be relapped and shipped back within 48 hrs after receipt. This means that you will have fewer tools in circulation, thus less investments involved.
Consistent quality
All tools are inspected and measured before and after repair to guarantee that tools will work. All the important tool information such as radius size, waviness, wear patterns, cutting height, etc. will be updated after each relap and corresponded to you.
Longer tool life
Because we realise more relaps per tool, you will have to buy fewer new tools. All our new tools are designed for maximum diamond life.
Building up knowledge
As we analyse and inspect each tool on its wear, causes may be found and
therewith
learning know-how. This will be
reported to you for each tool.
After the aforementioned benefits and promises, we would like to explain how we
keep
them. Therefore we add in more
detail what "Tool Management" is about.
"Tool Management makes it possible to optimise the use of diamond tools".
By using diamond tools, wear and damage will develop. This wear and damage is
related
to a great variety of factors,
such as the tool geometry, the lathe being used, the material cut, the product
being
made, the cutting parameters
(speed, feed), the operator, environmental conditions, etc. etc. So, by looking
at
the wear and damage we are able to
obtain information about the cutting processes at the customer and their quality
needs. By obtaining this information we
are gaining knowledge about the customer, from which the customer benefits. On
base
of our knowledge on diamond tools in
general, applications, lathes, cutting strategies, customer related knowledge
and
the quality needs of the individual
customers we can give advise, come up with solutions and improve processes.
The above approach, together with a fast relap service, maximum diamond life,
tool
trace ability, state of the art
technology and very competing prices will give you, our customer, the
possibility to
optimise the use of your diamond
tools.
In short, the steps are as follows:
- Customer ships tool(s) to SMT by post or forwarding agent.
- Tools are being received by SMT and generally inspected. The customer receives a confirmation that tools are received, an expected delivery time and estimated price.
- Tools are individually inspected and the wear analysed. For each tool, a tool record is being made, and if possible and needed a pre-inspection report is being made. The waviness of the radius is being measured before the relap, as this may be an indication of the wear and the cutting process it is used for.
- On base of the pre-inspection and measurement, we decide how the tool will be relapped in order to take off a minimum of diamond height, obtain a maximum tool life and remove all wear and damage.
- The tool is relapped on specially designed relapping machines, which prevents stress in the diamond and lapping lines.
- After relap the tool is inspected and measured to make sure all wear and damage is removed.
- Radius-size and waviness of the tool are measured. This information is put on the tool record, including other useful information such as depth removed, cutting height, etc.
- Customer receives a confirmation that the order is ready for shipment.
- The tools, together with the tool records and inspection reports, are being returned to the customer.
Examples of used tool records
Swarf
Studying the wear patterns on the tool and/or the swarfs (chips) contributes to the analysis of the tool performance. This is important of the further optimalization.
What is a certificate?
A certificate is a graphical display of the cutting edge. By an optical measurement, it is giving the radius size and the related form accuracy, including related angles.
Why a certificate?
Supplied with new tools, the measurement indicates that the required
specifications
and tolerances are according to the
customer demands.
For relaps, the measurement is used as an instrument to analyse wear and form
wear
of the used cutting edge (before the
relap is actually made).
See more at our Tool Management program.